
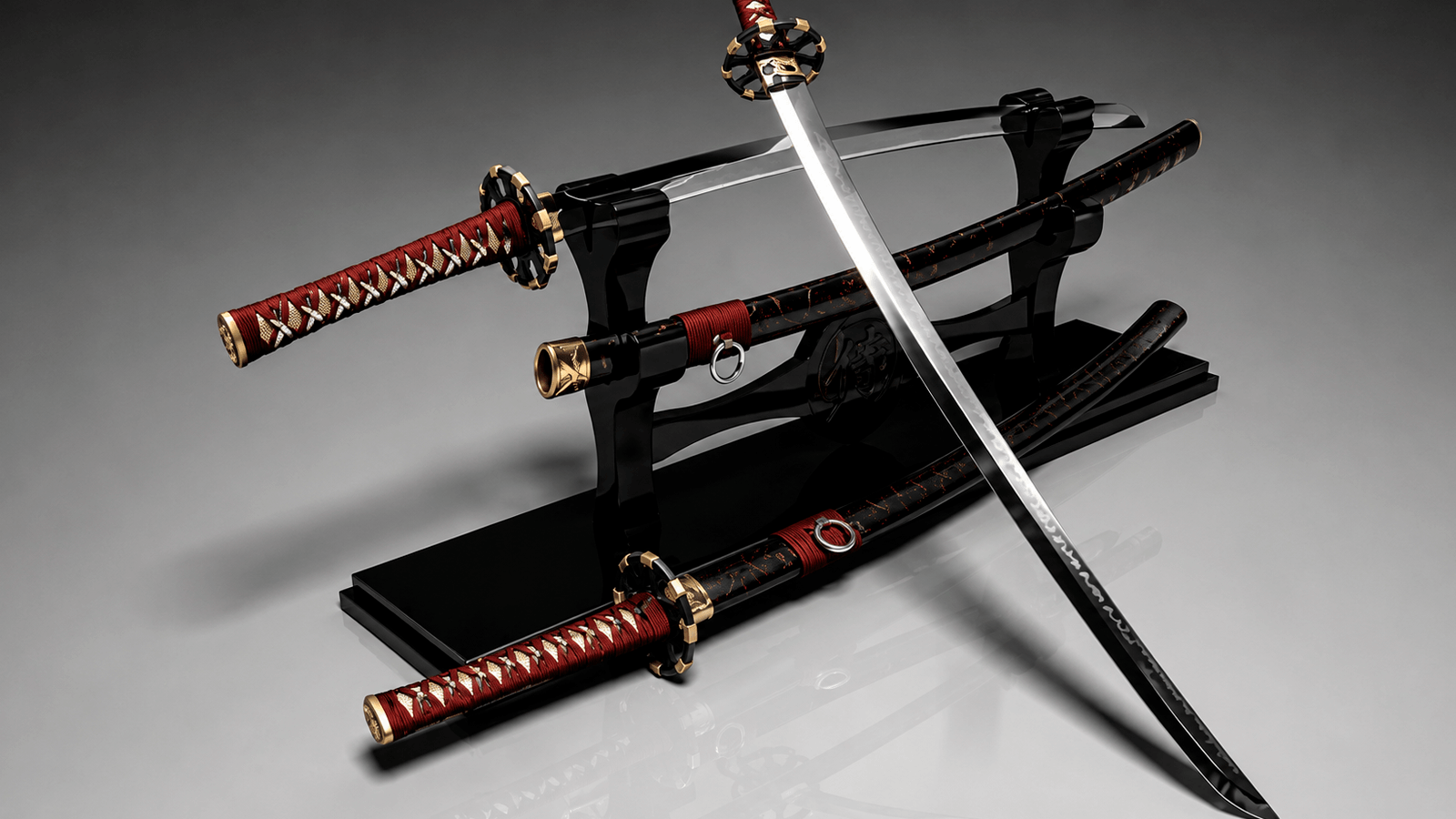
Самурайский меч «катана» - немного истории
Катана (самурайский меч) - это общий термин для обозначения мечей, выкованных первоначально разработанным в Японии способом. В зависимости от размера они подразделяются на катаны (тачи, учигатана), вакидзаси и танто. Мастера, изготавливающие катаны, называются "токо" (мастер меча), "тосё" (мастер меча) или "катана кадзи" (мастер меча).
Душа самурая
Его красивая форма имеет символическое значение, как и его использование в качестве оружия с древних времен, и многие из них высоко ценятся как предметы искусства. Старые и непрерывные линии, включая императорскую семью и святыни, ценят сокровенные мечи (такие как Аменомуракумоно цуруги) как доказательство власти. Они также служили опорой духовной культуры, "самой душой самурая на фоне военного правительства". В них используется процесс складывания и ковки двух видов металла - твердой хрупкой стали и мягкого железа, так что тосин (тело клинка) и накаго (сердцевина) соединяются вместе. Накаго имеет отверстия (Mekugi holes) для крепления тела клинка к Tsuka (рукоятке) с помощью штифтовых креплений.
Катана - это не только оружие, но и искусство.
В отличие от мечей других стран, главная особенность катаны в том, что художественную ценность имеет не только фурнитура (косираэ), но и само тело клинка. Катана упоминается в поэме под названием "Поэма о катане", написанной Оу-ян Хсуи в Байсуне. В поэме описывается купец из Юэ (Южный Китай), который отправляется в Японию, чтобы купить катану, которую уже называют мечом сокровищ, учитывая ее художественные качества, проявляющиеся в фурнитуре и внешнем виде. Хотя основной смысл "Поэмы о катане" заключается в сетовании на то, что книги, уже потерянные в Китае, все еще существуют в Японии, а не о катане, она показывает, что красота катаны уже была признана заморскими торговцами с конца периода Хэйан до начала периода Камакура как один из предметов экспорта Японии.

Способности и особенности катаны
Не ломаться и не гнуться
Считается, что процесс создания катаны был разработан в основном для того, чтобы достичь одновременно трех противоречивых свойств - "не ломаться, не гнуться и резко резать". В современной металлургии "не ломаться и не гнуться" называется "совместимостью прочности и стойкости", и исследования по улучшению конструкционного материала ведутся день и ночь. Потому что даже небольшая экономия приводит к потере баланса совместимости.
Не ломаться и резко резать
Также трудно совместить "резко резать" и "не ломаться". Это было реализовано благодаря так называемой функционально-градиентной структуре, в которой режущая кромка твердая, а твердость постепенно уменьшается к сердцевине, что приводит к возникновению сжимающего остаточного напряжения на режущей кромке. Приведенное выше объяснение является примером того, что идеальное состояние реализуется во всем клинке, поэтому на самом деле невидимые дефекты могут сделать меч легко ломаемым. Тем не менее, катана в идеальном состоянии называется "самым сильным в мире режущим инструментом", и не без оснований. Об остроте катаны говорится повсюду. В качестве яркого примера можно привести "Кабуто-вари (раскалывание шлема)" катаной группы Дотануки под руководством Кенкити Сакакибара. Лучшие экземпляры катаны, если уронить на нее один лист бумаги, разрежут его своим весом.

Катана специализируется на "отсечении".
Катана не очень легкая, если сравнивать по длине клинка, потому что ее рукоятка длиннее, чем у других мечей. Однако среди мечей для двуручного использования она является одной из самых легких. Катана изначально подходит для того, чтобы "отрезать". Однако при отсечении необходимо скользить и тянуть так, чтобы направление силы складывалось под прямым углом по отношению к отсекаемому объекту, поскольку сам меч легкий. По этой же причине при заточке меча для того, чтобы "резать и отсекать", его затачивают в направлении скольжения, как кухонный нож (по аналогии с обоюдоострым мечом). Если проследить историю, то с периода Кофун до периода Нара, когда мечи стали разделяться на церемониальные и реальные, "Кейто Тачи" и "Курозукури-но Тачи" использовались только для "отсечения". В период Хэйан, "Когарасу" принял "Киссаки мороха-дзукури" (стиль с обоюдоострым кончиком), чтобы быть пригодным и для "колоть", но позже, "Тачи" и "Учигатана" не приняли "Киссаки мороха-дзукури" и имели изгиб, чтобы быть пригодными для того чтобы "резать" выкручиванием.
Ценности и роли катаны
Это довольно ненормальная ситуация, когда люди сражаются, рискуя жизнью, не только в бою, и им требуется особая решимость. В такое время неудивительно, что "сама душа самурая" катана, ментальная и религиозная ценность как священные сокровища и художественная ценность необходимы как реалистичная сила, в некотором смысле. Существует множество мечей, изготовленных в период военных действий, на которых выгравированы имена синтоистских и буддийских божеств, в которых верили владельцы, или мантры, что интересно отражает обнаженные чувства воинов. С инженерной точки зрения, в периоды, когда теория металлического кристалла или фазового перехода не была решена, мастера меча продолжали прилагать усилия и достигли режущих инструментов, которые были превосходны и с научной точки зрения, что вызывает большой интерес даже сейчас. Это связано с тем, что инженерное управление в стиле "черного ящика" осуществляется путем накопления и передачи большого количества метаинформации, включая видимые изменения, текстуру и запах, которые не теоретизируются и не вербализуются. Фактически мы не интерпретируем выражения людей по тонким и строгим определениям, но обладаем развитой способностью "читать мысли", и особенно потому, что японцы превосходны в этой способности, в последние годы начались попытки использовать японское производство в качестве инженерной системы.

Сложная техника изготовления катаны
Техника ковки катаны, весьма передовая для того времени, была направлена на достижение трех наиболее востребованных качеств: "Не ломаться, не гнуться и иметь острую режущую кромку".
Основные этапы изготовления катаны
| Название этапа | Краткое описание |
| Tatara-buki | Японский стиль изготовления высококачественной стали (тамахаганэ) из чёрного железного песка при низкой температуре. |
| Mizuheshi | Удаление избытка углерода путём нагрева, ковки и быстрого охлаждения в воде. |
| Tsumi wakashi | Складывание и нагрев металлических кусков с покрытием глиной и золой для предотвращения окисления. |
| Shita-gitae | Основательная ковка — многократное складывание и проковка блока для удаления примесей. |
| Tsumi wakashi (повторно) | Повторное складывание для получения четырёх видов стали с разным содержанием углерода. |
| Age-gitae (Forging) | Окончательная ковка — многократное складывание каждого вида стали для достижения однородности. |
| Tansetsu и Wakashi-nobe | Кузнечная сварка слоёв стали, нагрев и удлинение для формирования заготовки. |
| Sunobe | Формирование грубой заготовки меча с определением длины и наконечника. |
| Hizukuri | Придание формы с помощью нагрева — создание гребня, лезвия и спинки. |
| Karajime | Холодная ковка для выравнивания линий и удаления неровностей. |
| Namatogi | Сырая заточка полировочным камнем и очистка соломенной золой. |
| Tsuchioki | Нанесение глиняного покрытия для контроля закалки (узор хамон). |
| Yaki-ire | Закалка — нагрев до ~800°C и быстрое охлаждение в воде, создание мартенсита. |
| Kajioshi | Окончательная шлифовка и корректировка кривизны после закалки. |
| Nakago jitate | Обработка хвостовика (сердцевины), сверление отверстий под крепёж. |
| Meikiri | Вырезание надписи (имени мастера, даты) на хвостовике. |
Часто задаваемые вопросы о катанах
Кто разработал первый образец катаны?
Первый образец катаны разработали японские кузнецы в период Хэйан (794–1185 гг.). Это были мастера, создававшие мечи для самураев, используя уникальные технологии ковки и закалки.

Работаю в ножевой индустрии более 10 лет. Имею богатый опыт использования ножей различных типов и брендов. Работал на крупнейших ножевых выставках в России, Китае, Германии и Франции. Делюсь с читателями собственным опытом использования той или иной продукции различных брендов. Готов помочь с выбором.






















